Hand sanitiser dispenser pump testing


Requirement
Sales of antibacterial gels have soared enormously following National Health Service advice telling the public to thoroughly wash hands in order to stay protected from Coronavirus. In fact, even before the 2020 pandemic crisis, the presence of hand sanitisers had already become commonplace, not only in hospitals but also in schools, restaurants and offices.
Sanitisers typically come in liquid, foam or gel form and are often dispensed to the user from containers with a type of screw-cap closure. The closure itself could be a disc-top, lotion pump or flip-top style; all designed to allow the free-flowing gel to be evenly released from the container.
The most common packaging material for containers of such hand sanitisers and soaps is PET and PP plastics. This type of plastic can either be recycled or rinsed out and reused. As consumer awareness of packaging waste in oceans and landfills increases, companies are committed to reducing single-use packaging and improving sustainability by rethinking their packaging systems.
Solution
If we take a pump gel dispenser as an example, it relies on a number of assembled components to apply the gel from the bottle – principally a long plastic dip tube connected to a plastic housing containing a metal spring and plastic ball. This combination makes the pump dispenser impossible to recycle economically and most have traditionally ended up in landfill. The trend to reuse pump dispensers is growing fast as healthcare companies respond to consumer demand by offering hand wash refills in fully recyclable clear plastic containers. The contents are transferred from the refill into the existing pump gel dispenser, extending its useful life enormously.
This does however mean that the pump dispenser does need to keep working time and time again, so must be rigorously tested for its mechanical strength to meet its performance criteria. Mecmesin has worked extensively with both packaging designers and producers as well as contract fillers to provide quality-control test equipment which puts a pump dispenser through its paces.
- Testing the force required to separate the dip tube from the transfer chamber
- Measuring the compressive strength characteristics of the spring component
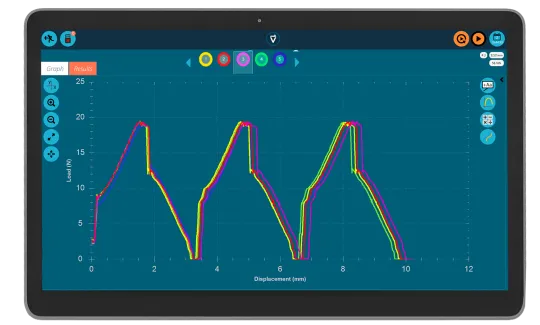
- Checking the applied and release force of the actuator during ‘priming’ and ‘application’
- Testing the torque required to overcome the protective lock feature of the actuator
Tensile, compression and torque testers from Mecmesin are available with easy-to-use software specifically designed for its versatility to meet QC, R&D and Production requirements. A comprehensive range of gripping fixtures provide secure clamping of your packaging components and assemblies, so that test results are fully repeatable from operator to operator.
Test equipment
- Universal motor-driven and software-controlled compression tester
- Compression plate of diameter suitable for the dispensing push surface size
- Custom fixtures to handle bespoke brand designs