Test summary
Test standard ISO 15359 enables the calculation of the static coefficient of friction, µs, and the kinetic (or dynamic) coefficient of friction, µk. This standard tests the friction of paper and board products, such as bank notes, printer, or copier paper which may need to be evaluated for frictional characteristics between layers in order to optimise production machine feed settings and other processing variables
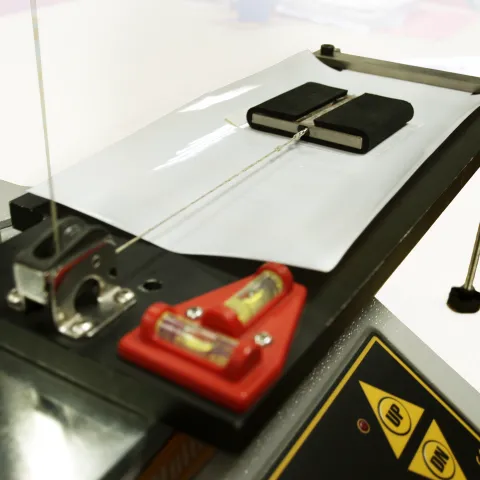
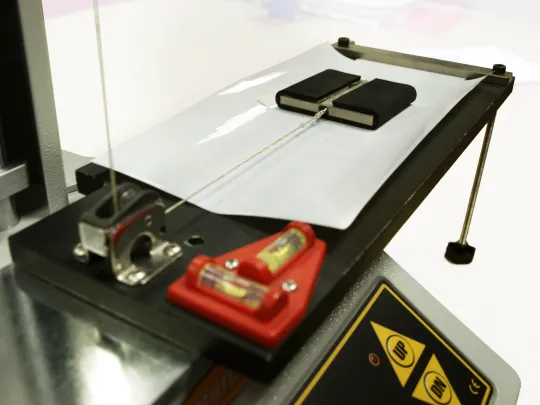
Test apparatus
Sled, with neoprene cellular rubber backing between 1.5 mm and 3.0 mm thickness. Alternatively, the backing may be between the table and the table test piece. The sled mass must be (800 g ± 100 g) in order to exert a normal pressure of 2.2 kPa ± 0.6 kPa.
ISO 15359 specifies a horizontal test table and a connection between the sled and the loadcell which should ideally be rigid for kinetic friction measurement.
Test system, with loadcell, capable of applying a vibration-free increasing force and the capability to measure the force against time.
Elevator mechanism to lower and lift the sled and return it to the initial position within a tolerance of ± 2 mm. Lifting is only required if kinetic coefficient of friction is being determined.
Preparation
The test pieces should not be touched by hand or rubbed together, as the measurement of the coefficient of friction is extremely sensitive to contamination.
Prepare the test pieces, enough for six tests, to the required minimum sizes:
Attached to the sled: at least 60 mm x 60 mm.
Attached to the table: at least 60 mm wide and long enough to cover the length of the sled and the actual sliding distance. If the COF at the third slide is required, the length of the test piece must allow for a sliding distance of 70 mm
Test method
To test for the static coefficient of friction:
Lower the sled, using the elevator, onto the table at a rate of 3.0 mm/s ± 2.0 mm/s, ideally such that the sample surfaces meet simultaneously over the test contact area.
Allow the sled to rest for at least 1 s, but not more than 20 s, ensuring the sled does not move at all during this dwell time.
Start the drive mechanism, which must increase the force reading such that the initial ramp time is between 0.5 s and 5 s. in order to be a valid test. If the ramp time falls outside this range, adjust the rate of force increase to bring the time into range. Discard the samples and repeat the test until the ramp time condition is achieved. Record the force, FS1, required to initiate the motion.
Discard the test pieces after each test.
Repeat the test procedure until at least six valid results have been obtained.
To test for the kinetic coefficient of friction:
Repeat the above process steps 1-3.
Once sliding commences, control the motion as follows:
During first 20 mm of travel, increase the sled’s speed to (20 ± 2) mm/s.
During the next 40 mm of travel, maintain constant sled speed of (20 ± 2) mm/s.
During the next 15 mm ± 6 mm, the speed may be reduced and the sled must be lifted clear of the table.
Return the test pieces to their initial positions, maintaining the orientation and outer surfaces. Repeat the sliding procedure a second time, and a third time.
Record the force, FS3, required to initiate the third sliding motion.
Record/calculate the average friction force, FK3, over the distance 40 mm to 60 mm for the third sliding motion.
Calculate the coefficient of friction from the formula: µ = F/mg, where the force value is averaged over the six tests.
The test report should indicate the coefficient of variance and clearly indicate the machine orientations applicable to the test pieces