태양 전지판 박리 테스트

해결책
- 국제 표준에 대한 반복 가능한 반자동 테스트
- 결과를 정량화하고 샘플을 비교하기위한 데이터 수집
- 하나의 시스템에서 모든 구성 요소 복합 모듈 레이어의 여러 테스트
혜택
- 소프트웨어 제어 인장 시험기
- 얇은 시트 및 포일 시편 용으로 설계된 핀치 그립
- 90도 테스트 용 필 테이블 고정 장치
요구 사항
PV 또는 태양 광 모듈 및 태양 광 패널이라고도하는 태양 광 모듈은 일년 내내 극한의 온도, 자외선, 비, 얼음 및 바람 조건에 노출됩니다. 예상 수명 동안 전기적 또는 기계적 성능이 크게 저하되지 않고 이러한 조건을 견뎌야합니다. PV 패널 산업에서는 이러한 다층 라미네이트 제품에서 재료 및 접합 부품의 기계적 강도를 확인하기 위해 여러 가지 테스트가 수행됩니다. 가장 중요한 것 중 하나는 필 테스트입니다.
필 테스트는 태양 전지 금속 화에 상호 연결 리본의 접착력을 검증하는 데 사용됩니다. 일반적인 셀 상호 연결 박리 테스트 표본은 결정질 실리콘 셀 기판 자체에 부착 된 좁은 구리 코팅 리본으로 구성됩니다.
측정 된 박리 력 및 파단 패턴은 모듈에 통합하기 위해 셀 유형을 허용하거나 거부하고, 새로운 금속 화 페이스트 배합 또는 전도성 접착제를 검증하고 페이스트 인쇄 / 소성 또는 납땜과 같은 제조 공정을 조정하는 품질 기준 역할을합니다. 태버 스트링거 기계에서.
다른 박리 테스트에는 PV 모듈의 라미네이트 재료 인터페이스 특성화가 포함되며, 이는 물 부식 및 UV 복사에 대한 보호를 형성합니다. 탈 결합이 부식 및 산화 경로를 도입하여 궁극적으로 모듈 효율을 저하시킬 수 있기 때문에 이는 매우 중요합니다.
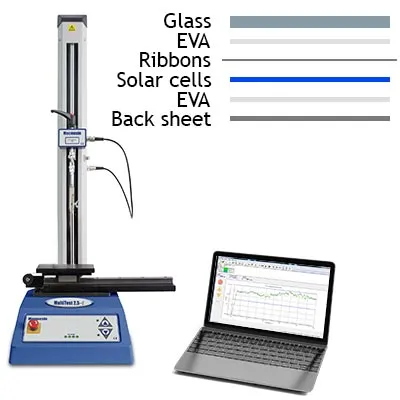
모듈의 전면 유리와 후면 시트는 캡슐화 폴리머 층 (EVA)이 벗겨지는 견고한 지지대를 제공합니다. 표준 ASTM D6862-11 및 EN 28510-1의 테스트 방법은 모두 '90도 접착제의 박리 저항성 '을 다루며 이러한 맥락에서 정기적으로 사용됩니다.
해결책
올바른 등급의 로드셀이 장착 된 전동 인장 시험기 (Mecmesin MultiTest)를 사용하여 박리 그래프를 생성 할 수있는 얇은 재료 샘플 및 소프트웨어를 고정하도록 설계된 그립; 조인트는 적절한 표준 방법에 따라 벗겨집니다.
이 업계의 필 테스트는 다양한 테스트 속도와 45 °, 90 °, 135 ° 및 180 °의 일정한 필 각도에서 수행됩니다. 결과는 이러한 요소에 따라 크게 달라질 수 있으므로 샘플 비교에서 고려해야합니다. 데이터 수집 소프트웨어는 결과 분석 능력을 크게 향상시킵니다. 널리 채택 된 테스트 표준 EN 50461은 1N / mm 너비의 납땜 / 접착 리본에 대해 허용 가능한 최소 박리 기준과 함께 50mm / min의 테스트 속도와 90 ° 박리 각도를 규정합니다.
Emperor 소프트웨어 환경을 통해 제조업체는 박리 테스트 루틴 라이브러리를 만들어 구성 요소 적층 하위 요소의 기판에 대한 특정 접착 테스트를 수행 할 수 있습니다. 그런 다음 필요한 경우 그립을 변경 한 다음 적절한 루틴을 호출하고 실행하여 반복 가능한 테스트를 쉽고 확실하게 수행 할 수 있습니다.
테스트 장비
- MultiTest 2.5-i 인장 시험 시스템
- Emperor Force 소프트웨어
- 핀치 그립
- 시험편을 고정하는 고정구

















